
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик




Навртке за заваривање са стабилним Т стилом
Навртке за заваривање са стабилним оптерећењем Т нуде супериорну отпорност на вибрације и отпуштање у поређењу са многим другим типовима матица када су једном заварене. Квалитетна производња, подржана од поузданих произвођача, је централна за Ксиаогуо®, осигуравајући да производи испуњавају међународне стандарде.
Модел:JIS B1196-3.2-1994
Пошаљи упит
Опис производа
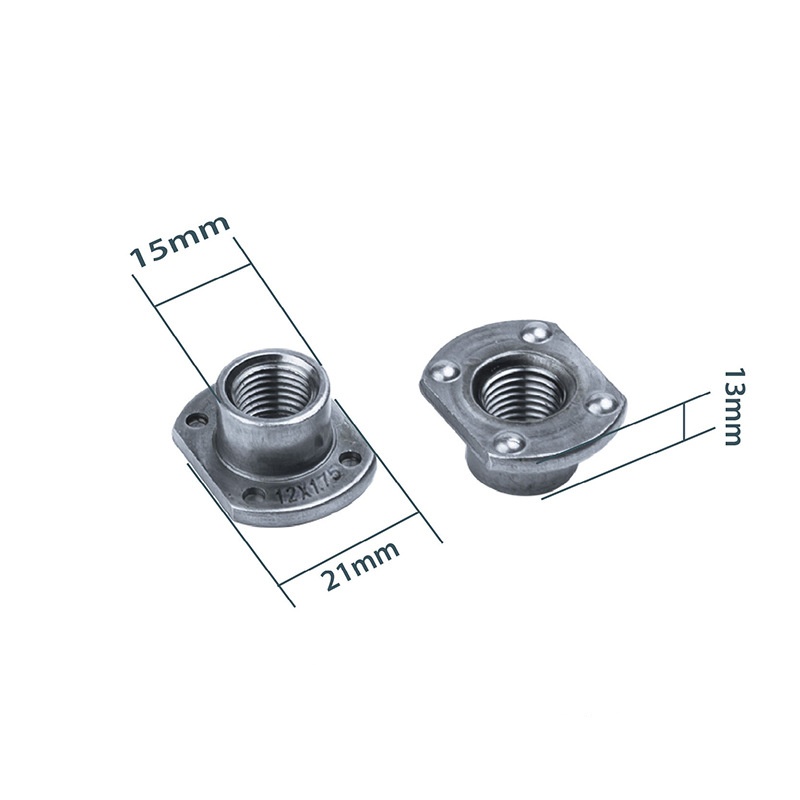
За разлику од вијака за које је потребно да дођете до обе стране, стабилним наврткама за заваривање у Т стилу потребан је приступ само са једне стране — и за заваривање и за стављање причвршћивача. То је веома корисно за затворене делове или делове у облику кутије.
Такође, велика прирубница помаже заптивање од лима. Ако ставите заптивач или заптивке на површину прирубнице пре заваривања, ове навртке ће помоћи да се формира чврст спој који не пропушта цурење.
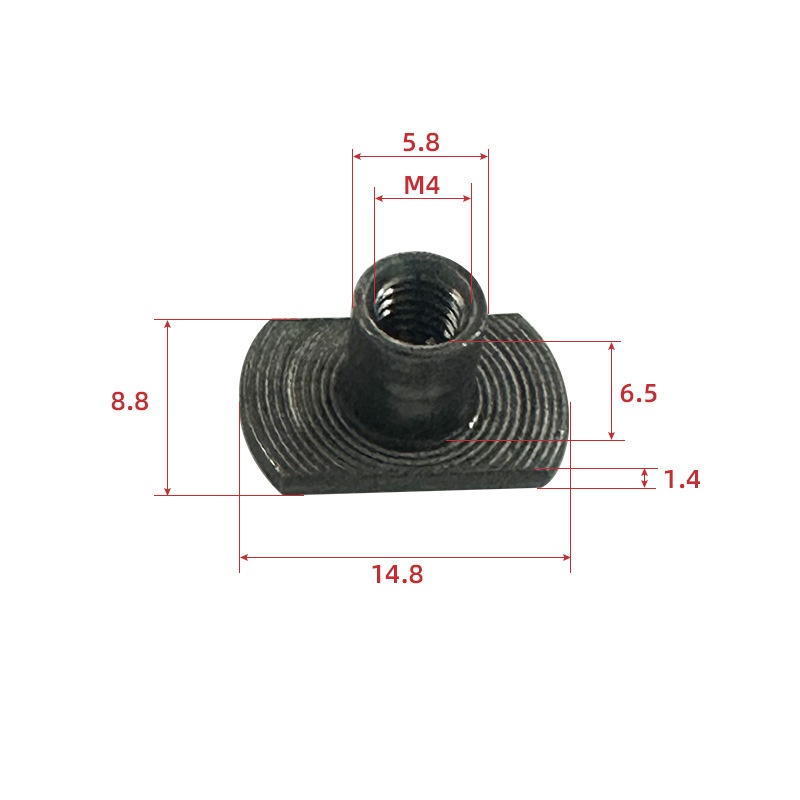
| пон | М4 | М5 | М6 | М8 | М10 | М12 |
| P | 0.7 | 0.8 | 1 | 1︱1.25 | 1.25︱1.5 | 1.5︱1.75 |
| дк мак | 20.5 | 20.5 | 23.7 | 23.7 | 31 | 33.2 |
| дк мин | 19.5 | 19.5 | 22.3 | 22.3 | 29 | 30.8 |
| с мак | 12.25 | 12.25 | 14.3 | 14.3 | 19.4 | 21.5 |
| с мин | 11.75 | 11.75 | 13.7 | 13.7 | 18.6 | 20.5 |
| дс мак | 5.9 | 6.7 | 8.3 | 10.2 | 13.2 | 15.2 |
| дс мин | 5.4 | 6.2 | 7.8 | 9.5 | 12.5 | 14.5 |
| к мак | 5.9 | 6.9 | 7.5 | 9 | 10.6 | 11.8 |
| к мин | 5.1 | 6.1 | 6.5 | 8 | 9.4 | 10.2 |
| х мак | 1.4 | 1.4 | 1.85 | 1.85 | 2.3 | 2.3 |
| х мин | 1 | 1 | 1.35 | 1.35 | 1.7 | 1.7 |
| д0 мак | 3.25 | 3.25 | 3.25 | 3.25 | 4.05 | 4.05 |
| д0 мин | 2.75 | 2.75 | 2.75 | 2.75 | 3.55 | 3.55 |
| д1 мак | 15.2 | 15.2 | 17.25 | 17.25 | 22.3 | 24.3 |
| д1 мин | 14.8 | 14.8 | 16.75 | 16.75 | 21.7 | 23.7 |
Применљиви сценарији:
Најчешћи и најјефтинији материјал за матице за заваривање стабилне у Т стилу је челик са ниским до средњим угљеником—као АИСИ 1008, 1010, 1018. Ова врста челика добро ради за заваривање, има добру чврстоћу, лако се обликује и не кошта много.
Навртке за заваривање са стабилним оптерећењем од угљеничног челика су добре за већину редовних индустријских употреба, било да су унутра или на местима са мало корозије - посебно ако имају заштитни премаз. Њихова својства чврстоће значе да могу да поднесу силе смицања и вучења потребне за тешке послове причвршћивања након што су заварени.

Упутства за инсталацију:
Да бисте добили најбољу снагу из матица за заваривање стабилних у Т стилу, морате да контролишете подешавања заваривања – струју, време, притисак – тачно онако како је наведено за материјал и дебљину матице.
Заиста је важно да се површина правилно припреми: чиста, без уља на металу. Сам дизајн помаже да се струја заваривања фокусира кроз пројекцију, али је кључно правилно постављање машине и осигуравање да оператери знају шта раде. Тако добијате конзистентне, јаке заваре на свакој Т-стил матици.
Хот Тагс: Навртке за заваривање стабилног Т стила, Кина, произвођач, добављач, фабрика
Повезана категорија
Хекагон Нут
Скуаре Нут
Навртка са шестоугаоном прирубницом
Контранавртком
Цап Нут
Шестоугаона матица са урезима
Ханд Сцрев Тхе Нут
Округла матица
Хубс Нутс
Т-матица
Реед Нут
Отхер Нутс
Пошаљи упит
Слободно пошаљите свој упит у форму испод. Одговорићемо вам у року од 24 сата.








