
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Кућа > Производи > Болт > Вијак са прирубницом са шестоугаоном главом > Завртњи са прирубницом са шестоугаоном главом


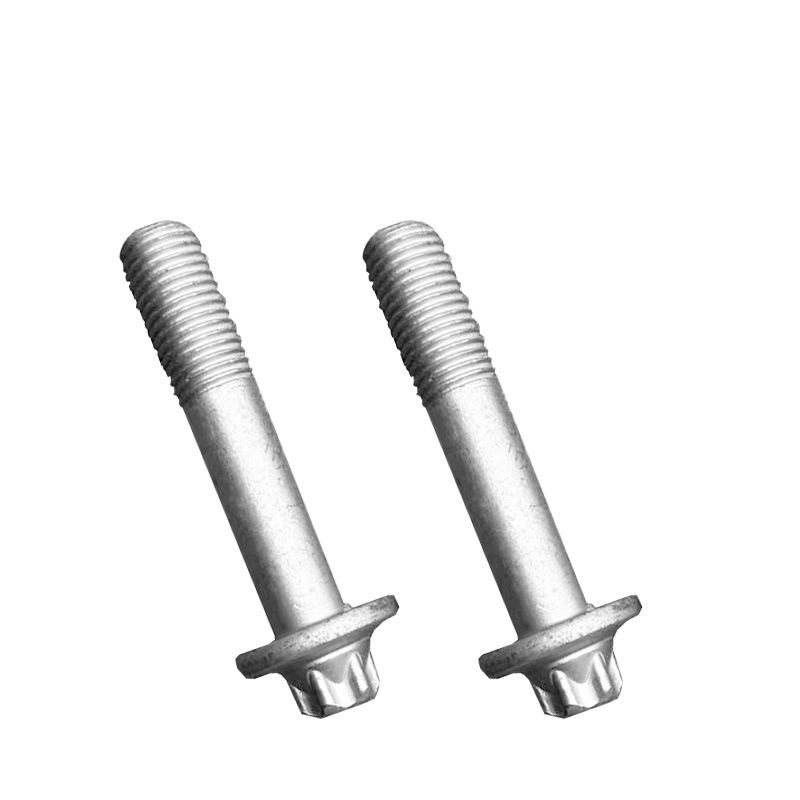


Завртњи са прирубницом са шестоугаоном главом
Завртњи са прирубницом са шестоугаоном главом од добављача Ксиаогуо® се испоручују са пажљивим паковањем како би се спречила оштећења, а њихов дизајн обезбеђује већу површину лежаја за бољу расподелу оптерећења.
Модел:DIN 34801-1999
Пошаљи упит
Опис производа
Од самог почетка смо извршили темељну инспекцију завртња са прирубницом са шестоугаоном главом. Пре свега, сировине које користимо (челик са високим садржајем угљеника или легирани челик) стриктно су у складу са главним индустријским стандардима као што су АСТМ и ИСО.
Током производног процеса, машина ће проверити тачност производње завојнице, прирубнице и главе. Да бисмо осигурали да узорци могу да издрже торзиону чврстоћу, спроводимо редовна испитивања. Свака серија производа се пажљиво прегледа ручно како би се благовремено открили потенцијални недостаци као што су пукотине и неравни премаз.
Ова врста детаљне инспекције може ефикасно да обезбеди поуздан рад сваког завртња и посебно је важна у критичним сценаријима примене.
Детаљи о производу
Пре него што напусте фабрику, сваки завртњи са прирубницом са шестоугаоном главом подлежу свеобухватној инспекцији квалитета. Користимо прецизне алате да проверимо навоје како бисмо осигурали да је прирубница равна и да проверимо да ли је погонски систем нетакнут. Из сваке серије производа, насумично бирамо узорке за тестове чврстоће (као што је колику бочну силу могу да издрже) и тестове корозије, укључујући тестове сланог спреја.
Сви неквалификовани завртњи ће бити уклоњени. Биће испоручени само вијци који у потпуности испуњавају све стандарде. Ова пажљива инспекција обављена пре испоруке значи да можете бити сигурни да ће ови завртњи радити поуздано и да ће могућност квара током употребе бити мања.
| пон | М5 | М6 | М8 | М10 | М12 | М14 | М16 | М18 | М20 |
| P | 0.8 | 1 | 1|1.25 | 1|1,25|1,5 | 1,25|1,5|1,75 | 1.5|2 | 1.5|2 | 1.5|2|2.5 | 1.5|2|2.5 |
| да мак | 5.7 | 6.8 | 9.2 | 11.2 | 13.7 | 15.7 | 17.7 | 20.2 | 22.4 |
| дц мак | 11.8 | 14.2 | 17.9 | 21.8 | 26 | 29.9 | 34.5 | 38.6 | 42.8 |
| д1 | 4.48 | 5.35 | 7.19 | 9.03 | 10.86 | 12.70 | 14.70 | 16.38 | 18.38 |
| дс мак | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 |
| дс мин | 4.82 | 5.82 | 7.78 | 9.78 | 11.73 | 13.73 | 15.73 | 17.73 | 19.67 |
| e | 7.3 | 9.2 | 10.95 | 12.65 | 16.4 | 18.15 | 21.85 | 25.4 | 28.9 |
| к мак | 6.5 | 7.5 | 10 | 12 | 14 | 16 | 19 | 21.5 | 24 |
| к мин | 6.25 | 7.25 | 9.75 | 11.75 | 13.75 | 15.75 | 18.75 | 21.25 | 23.75 |
| р мин | 0.2 | 0.25 | 0.4 | 0.4 | 0.6 |
0.6 |
0.6 |
0.6 |
0.6 |
| Л1 мин | 7.5 | 9 | 12 | 15 | 18 | 21 | 24 | 27 | 30 |
| х мин | 1.45 | 1.75 | 2.65 | 3.6 | 4.1 | 5.1 | 5.5 | 6 | 6.5 |
| х мак | 1.7 | 2 | 2.9 | 3.9 | 4.4 | 5.4 | 5.8 | 6.4 | 6.9 |

ФАК
П: Како аеродинамични прирубнички вијци са хексалобуларном главом одолијевају корозији и који су премази доступни?
О: Корозија аеродинамичних вијака са хексалобуларном главом углавном зависи од њиховог материјала или додатих премаза. Завртњи од нерђајућег челика могу природно да се одупру рђи због присуства хрома. Вијци од угљеничног челика обично захтевају премазе као што су галванизација, калајисање или епоксидна смола. Галванизација пружа добру заштиту у сувим или затвореним окружењима, док топло цинковање нуди јачу заштиту у спољашњим или влажним условима. За екстремно оштра окружења као што су морска или хемијска окружења, специјалне превлаке као што су килан или Дацромет могу се користити да се одупру ерозији слане воде и хемијских супстанци.
Хот Тагс: Вијци са прирубницом са шестоугаоном главом, Кина, произвођач, добављач, фабрика
Повезана категорија
Вијак са шестоугаоном главом
Вијак са прирубницом са шестоугаоном главом
Вијак са квадратном главом
Вијак са округлом главом
Цоунтерсунк Болт
Вијак
Вијак
У вијак
Вијци за темеље
Сидриште
Продавница хуб-а
Хексалобуларна утичница Пан Болд Вилт
Дванаест угла
Пошаљи упит
Слободно пошаљите свој упит у форму испод. Одговорићемо вам у року од 24 сата.








