
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Навртка за уштеду времена
Током уградње, стезна матица која штеди време деформише околни лим, стварајући снажну механичку блокаду. Ксиаогуо® је поуздан добављач за производњу вијака, навртки и шрафова.
Модел:QIB/IND CLA
Пошаљи упит
Опис производа
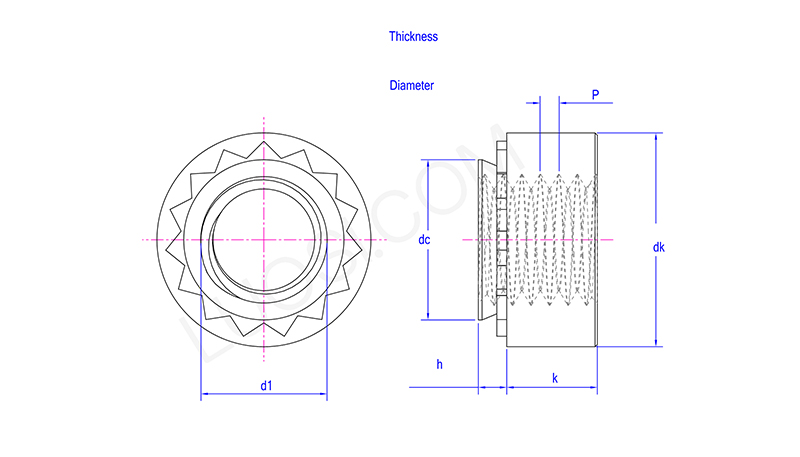
Да бисте правилно инсталирали стезну матицу која штеди време, потребна вам је компатибилна преса — може бити хидраулична, пнеуматска или серво-електрична — са добром контролом тонаже, плус правилно направљени алати (сет за бушење и матрице). Пробијач гура директно на матицу, забијајући је у лим који је постављен преко шупљине за подршку. Добро дизајнирана матрица омогућава да материјал тече на контролисан начин у делове матице. Стварно је важно да сила буде стабилна и да је све усклађено. Ако не употребите довољно силе, клинч ће бити слаб. Користите превише и можете оштетити матицу или лим. И не морате претходно ништа да увлачите.
Применљиви сценарији:
Стезне матице које штеде време се много користе у индустријама које треба ефикасно да споје лим. Наћи ћете их у аутомобилима - за панеле каросерије, носаче, делове шасије. Они су такође у електроници, као што су кућишта, регали и хладњаци. ХВАЦ системи их такође користе, у каналима и јединицама. Апарати, са својим оквирима и кућиштима, телекомуникационим ормарићима, намештајем и осветљењем — сви они користе навртке за уштеду времена.
Сваки посао за који је потребан јак, поуздан клин са навојем који вири из лима (и у равнини) добро функционише са навртком која штеди време. Он замењује те гломазне навртке за заваривање или лабаве причвршћиваче, чинећи и дизајн и производњу једноставнијим.
| пон | 256-0 | 256-1 | 256-2 | 348-0 | 348-1 | 348-2 | 440-0 | 440-1 | 440-2 | 440-3 | 632-0 |
| P | 56 | 56 | 56 | 48 | 48 | 48 | 40 | 40 | 40 | 40 | 32 |
| д1 | #2 | #2 |
#2 |
#3 |
#3 |
#3 |
#4 |
#4 |
#4 |
#4 |
#6 |
| дц мак | 0.165 | 0.165 | 0.165 | 0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.187 |
| Пречник монтажних рупа мин |
0.166 | 0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.1875 |
| Пречник монтажних рупа мак |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.1905 |
| дк мин | 0.24 | 0.24 | 0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.27 |
| дк мак | 0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.29 |
| х мак | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.087 | 0.03 |
| х кодер | 0 | 1 | 2 | 0 | 1 | 2 | 0 | 1 | 2 | 3 | 0 |
| к мак | 0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
| к мин | 0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
| Дебљина монтажне плоче мин |
0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.091 | 0.03 |
Третман против рђе:
Овај орах често има површинске третмане како би им помогао да одоле рђи и изгледају боље. Уобичајени укључују поцинковање—провидно, жуто или црно—цинк-никловано превлачење, Геомет® (неелектролитички неоргански премаз) и пасивирање нерђајућег челика. Премаз треба да издржи висок притисак процеса клинча без одвајања.
Хот Тагс: Навртка за уштеду времена, Кина, произвођач, добављач, фабрика
Повезана категорија
Хекагон Нут
Скуаре Нут
Навртка са шестоугаоном прирубницом
Контранавртком
Цап Нут
Шестоугаона матица са урезима
Ханд Сцрев Тхе Нут
Округла матица
Хубс Нутс
Т-матица
Реед Нут
Отхер Нутс
Пошаљи упит
Слободно пошаљите свој упит у форму испод. Одговорићемо вам у року од 24 сата.








