
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


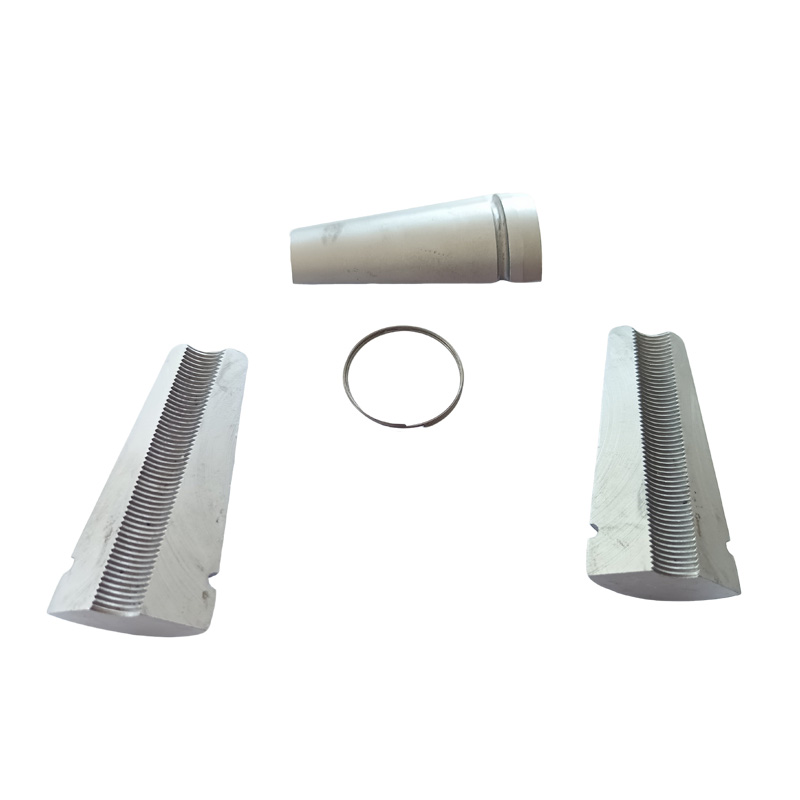
Хладно коване затезне клинове
Ксиаогуо® омогућава прилагођавање површинског узорка зубаца хладно кованих пост-затезних клинова. Прецизно је обрађен у складу са вашим захтевима да формира уједначене шаре зубаца, који могу чврсто да угризу у челичне каблове од 12,7 - 17,8 мм. Чак и када сила затезања достигне 2000МПа, неће склизнути. Да ли желите такав производ?
Пошаљи упит
Опис производа
Материјал
Одабир хладно кованих материјала за пост-тензионе клинове директно утиче на његове крајње перформансе, посебно на баланс између отпорности површине на хабање и жилавости језгра.
Уобичајени системи материјала:
(1)20ЦрМнТи (пожељно)
Као легирани челик са ниским садржајем угљеника, он је пожељан материјал за производњу преднапрегнутих клинова високе чврстоће. Његова основна предност лежи у способности да се постигне изузетно висока тврдоћа и отпорност на хабање на површини кроз процесе карбуризације или угљеник-азота, уз одржавање добре жилавости унутар хладно кованих пост-затезних клинова.
(2)40Цр / 45# челик
Ова два материјала постижу равнотежу између перформанси и цене и погодни су за сценарије са умереним захтевима за чврстоћом.
(3)Други материјали
У америчком стандардном систему се такође користе материјали као што су АИСИ Ц12Л14, Ц11Л17, 40Цр и Ц45.

Црафт Рекуирементс
Хладно ковање је основни производни процес за хладно коване пост-затезне клинове, који не само да може да обезбеди високу прецизност већ и значајно побољша ефикасност производње и коришћење материјала.
【1】Процес производње језгра
(1)Хладно пресовање / Хладно истискивање: Главни процес укључује употребу машине за хладно састављање или пресу за екструдирање и обликовање металне гредице на собној температури.
(2)Процес формирања: Производни процес обично укључује кораке као што су „сечење материјала → обликовање равног ударца → вишепозиционо обликовање хладном главом“, и може произвести основни облик хладно кованих пост-затезних клинова у једној или више фаза.
(3)Предност процеса: Процес хладног ковања има изузетно високу стопу искоришћења материјала, која обично достиже преко 85%, а напредне технике могу да постигну чак и до 99%.
【2】Тачност обраде кључа:
(1)Површинска храпавост: Површинска храпавост спојних површина као што су конусне рупе на анкер плочи је изузетно висока. Обично је вредност Ра за отворе конуса 0,8, док је за остале делове 3,2, како би се обезбедиле перформансе самозакључавања.
(2)Толеранција димензија: Одступање пречника анкер плоче треба да буде унутар ±0,5 мм, а грешка угла конуса треба да буде унутар ±0,3°.

ФАК
(1)Да ли материјал хладно кованих пост-затезних клинова испуњава захтеве за жилавост при ниским температурама (као што је -40°Ц)?
О: Да. Наш материјал је прошао тест удара на ниској температури од -40°Ц, са енергијом удара ≥ 27Ј (у складу са ГБ/Т 229 стандардом).
(2)Које су предности хладног ковања у односу на традиционално топло ковање или машинску обраду?
О: Хладно ковање (хладно качење / хладно екструдирање) се формира на собној температури и има три основне предности:
①Висока стопа искоришћења материјала
②Висока тачност димензија
③Добар квалитет површине
(3)Која врста површинске обраде је усвојена?
Стандардна површинска обрада је фосфатирање + уљни премаз (основна заштита од рђе).
За окружења са високом корозијом могу се изабрати опције као што су Дацромет или премаз од легуре цинк-никл.
Хот Тагс: Хладно ковани клинови за затезање, Кина, произвођач, добављач, фабрика
Повезана категорија
Врућа поцинкована жица за поцинковане жице
Поцинкована челична жица за оптичке каблове
Челичне праменове
Округли жичани уже
Коноп жичане жице
Коноп од нехрђајућег челика
Гриппер Ведге
Анцхораге Гриппер
Пошаљи упит
Слободно пошаљите свој упит у форму испод. Одговорићемо вам у року од 24 сата.








