
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Заваривање унутрашњег навоја
Правилно инсталиран заварени клин са унутрашњим навојем, добијен од поузданих добављача, ствара изузетно јаке, поуздане везе са високом затезном и смичном чврстоћом, обезбеђујући доследан квалитет у сваком пројекту. Са више од деценије искуства, Ксиаогуо® је изградио јаке односе са клијентима и успоставио партнерство од поверења са кључним добављачем.
Модел:Q 110-2012
Пошаљи упит
Опис производа
У изради уређаја, као што су пећнице, фрижидери, машине за прање веша, клин за заваривање унутрашњег навоја држи спољне панеле, унутрашње носаче, изолацију и цеви за ожичење на месту, и то раде чисто и ефикасно. За кућишта електронике, контролне табле и разводне уређаје, они обезбеђују јака места са навојем за причвршћивање трака за уземљење, монтирање плоча и причвршћивање делова. Ово одржава ствари електрични безбедним и механички стабилним без кварења структуре кућишта.
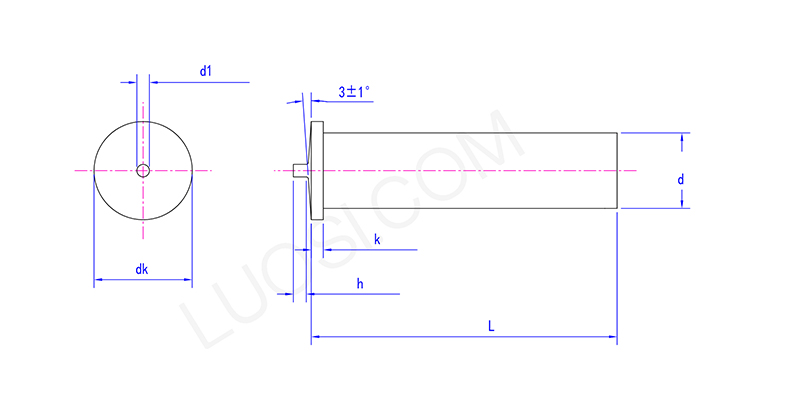
| пон | Φ3 |
Φ4 |
Φ5 |
Φ6 |
| д мак | 3.1 | 4.1 | 5.1 | 6.1 |
| д мин | 2.9 | 3.9 | 4.9 | 5.9 |
| дк мак | 4.7 | 5.7 | 6.7 | 7.7 |
| дк мин | 4.3 | 5.3 | 6.3 | 7.3 |
| д1 мак | 0.68 | 0.73 | 0.83 | 0.82 |
| д1 мин | 0.52 | 0.57 | 0.67 | 0.67 |
| х мак | 0.6 | 0.6 | 0.85 | 0.85 |
| х мин | 0.5 | 0.5 | 0.75 | 0.75 |
| к мак | 1.4 | 1.4 | 1.4 | 1.4 |
| к мин | 0.7 | 0.7 | 0.8 | 0.8 |
Методе површинске обраде:
Заваривање са унутрашњим навојем обично се подвргава површинској обради како би се продужио њихов радни век. Уобичајене методе третмана укључују галванизацију, која може бити галванизована или механички нанесена. Ово је исплатив приступ који им пружа основне могућности превенције рђе. У тежим сценаријима употребе, избочине се могу третирати премазима или једноставно направити од нерђајућег челика. У овом случају, потребно је да изаберете премаз који је компатибилан и прикладан за процес заваривања, и да се уверите да је одабрани материјал или премаз погодан за локацију уградње и сценарио употребе избочина. На овај начин могу бити што је могуће издржљивије.
Минимална количина поруџбине и попусти:
За већину клинова за заваривање унутрашњег навоја, уобичајено време за њихову припрему (ФОБ) након што потврдите поруџбину је 25 до 35 дана. Наша стандардна минимална поруџбина за извоз је обично једна кутија или једна палета, али то може да варира, посебно за неке величине које имамо у великим количинама. Ако наручите много, можда ћете добити боље цене, а ми ћемо дати предност њиховој изради и отпреми.
Хот Тагс: Заварени клин са унутрашњим навојем, Кина, произвођач, добављач, фабрика
Повезана категорија
Пошаљи упит
Слободно пошаљите свој упит у форму испод. Одговорићемо вам у року од 24 сата.








